AMT signs CDG 3D TECH for new PostPro SFX vapour smoothing station
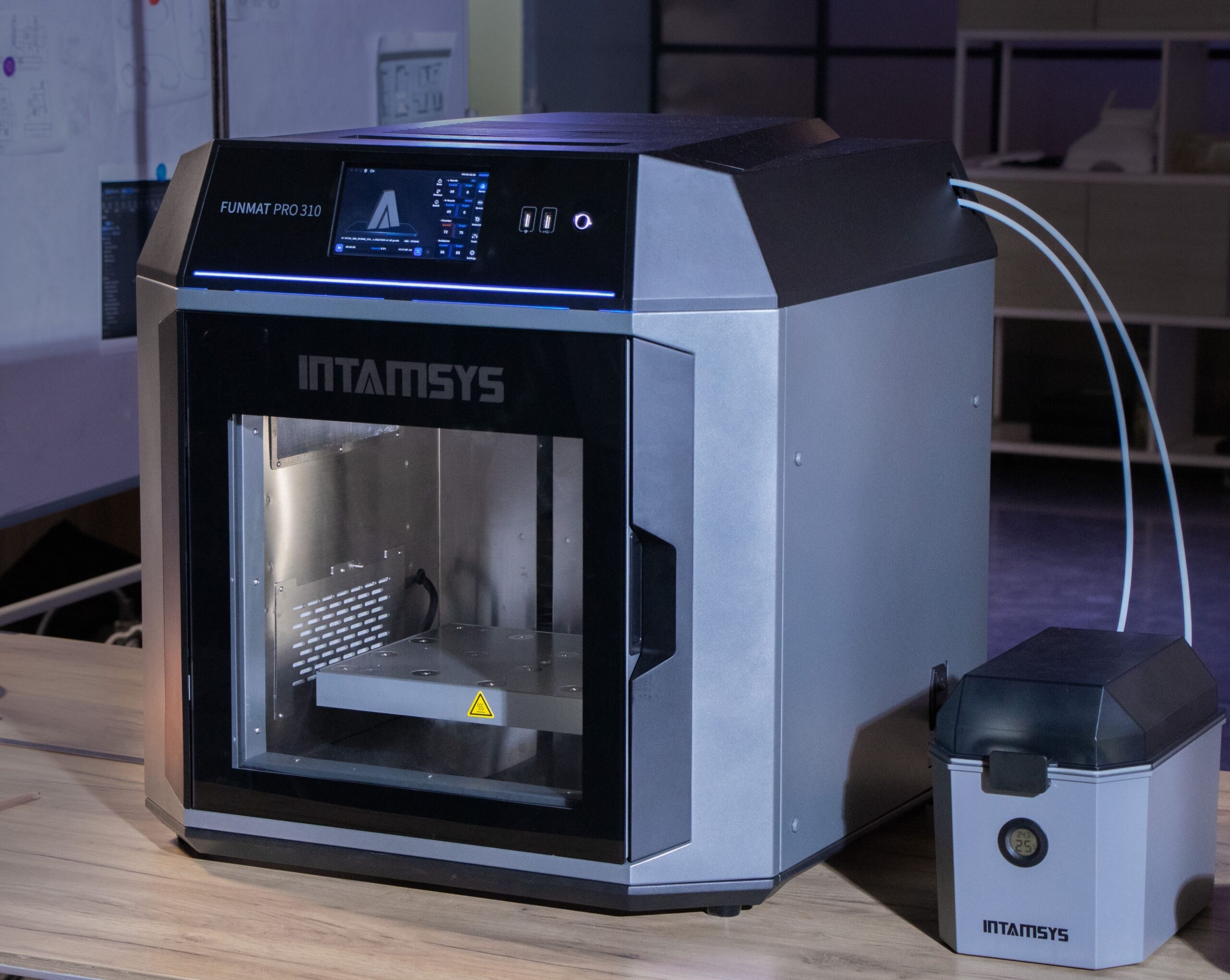
PostPro SFX Vapour Smoothing System The PostPro SFX is the world’s first desktop vapor smoothing system for engineering plastics, designed by Additive Manufacturing Technologies, AMT.