AD-F4 Signage & Channel Letter 3D Printer now available in the UK
Mingda AD-F4 Large-format Signage & Channel Letter 3D Printer The large-format Mingda AD-F4 Pro Signage 3D Printer is now available in the UK. With 4
New shapes for Conformal Cooling – Full posting in Plastics Engineering Blog By Jan H. Schut
Conformal cooling channels in injection molds have been built by additive manufacturing, or 3D printing. Unlike conventional straight drilled cooling lines, conformal cooling channels curve around deep shapes in a mold, equidistant from the mold surface, which is the source of heat. They can only be built by additive manufacturing (eg. 3D metal printing) and are designed with cooling line requirements secondary only to part and parting line requirements, unlike traditional drilled cooling lines which are located where space is available late in the design process.
All that makes “100% metal mold inserts possible with reasonably smooth surfaces, providing a rock solid tool for mold makers,” explains Scott Young, engineering manager at Bastech Inc., Dayton, OH, a service bureau for additive manufacturing since 1994 and a reseller for 3D Systems. Bastech has built molds using additive metal manufacturing since 2000 and using pure metal additive manufacturing since 2015.
GOING BEYOND ROUND CHANNELS
Conformal channels themselves, however, haven’t changed much in two decades of development. Primary cooling channels can transition to small capillary channels and back to primary trunk lines again to get cooling closer to the mold surface or to cool small mold details. Capillary channels can be closer together than large channels. (The cross section of the supply channel has to be equal to or greater than the sum of the cross sections of the capillaries, and the cross section of the return line has to be equal to or less than the sum of the cross sections of the capillaries.) But conformal cooling channels themselves are still typically round like drilled water lines.

But round may not be the best channel shape, according to a recent study by Bastech, presented at the AMUG 2016 conference in April in St. Louis, MO. Bastech compared cooling efficiency of round, square, diamond, tear drop, triangular tear drop, and triangular channels, based on surface cooling area calculated from channel perimeter. So for channels with the same length and volume, the channel with the longest perimeter will have the most surface area and cool best.
Using 3D System’s Cimatron 13 software, Bastech compared a round channel with a 1.374 inch perimeter to the other shapes and found that a tear drop has a 1.454 inch perimeter; square has a 1.474 inch (rotating the square into a diamond shape has the same perimeter but is structurally stronger in a mold); triangular tear drop has a 1.574 inch; and triangular has a 1.587 inch. So a triangular channel cools 16% more efficiently than a round one. “More important, triangular channels have a long flat surface that can be oriented to parallel the mold surface,” Bastech’s Young points out.
Bastech simulated five cooling channel shapes—round, square, tear drop, triangular tear drop, and triangle–rotating some shapes for better mold strength and orientation to the mold surface. Triangular channels have 16% more surface area than round, which are the least efficient.

Bastech simulated five cooling channel shapes—round, square, tear drop, triangular tear drop, and triangle–rotating some shapes for better mold strength and orientation to the mold surface. Triangular channels have 16% more surface area than round, which are the least efficient.
THE ‘X’ FACTOR
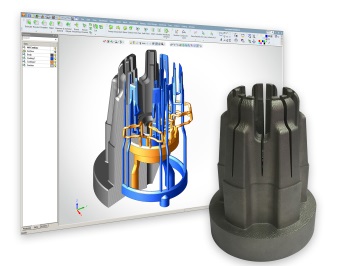
The most complex conformal channels Bastech has built so far were done this year for a mold core for an in-house promotional product, a 5-inch-tall cold drink sleeve. The 8-inch high mold core, also presented at AMUG 2016, is cooled by two inter-twined helical flow channels with X-shaped cross sections (X’s have even more surface area than triangles). The supply side channel splits to start one helix at the base of the core and the other helix and the top, creating counter flow, shorter channels, and more even cooling. The helical channels then reconnect into the return line to exit the core.
Bastech built this highly unusual conformally cooled mold core with two X-shaped helical cooling channels. One runs straight to the top of the core and coils down. The other coils up, intertwined with the first for counter flow, shorter channel length, and better cooling.

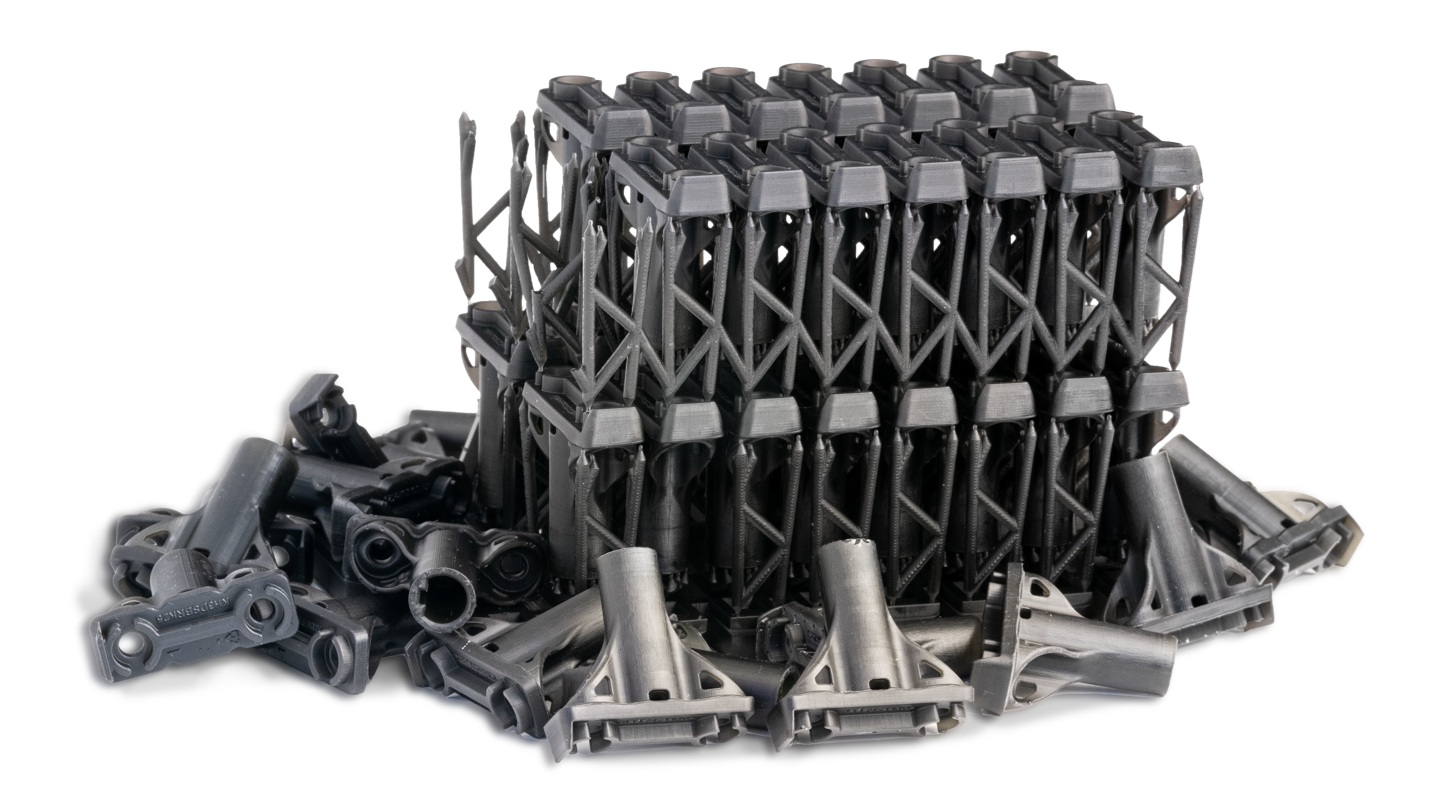
Bastech also used additive manufacturing to reduce the mass of metal in molds, but it wasn’t to increase cooling water volume. It was done because less metal in the mold means faster mold start up and shorter additive manufacturing time. “We only need 0.25 inches of tool steel for mold walls, plus an inch or so for the cooling channels. Everything outside of that we don’t need,” Bastech’s Young explains. For the drink sleeve core instead of a solid metal mold, Bastech built a structure of trusses and supports, leaving diamond shapes of metal out and removing roughly 25% of the metal. The drink sleeve core took only 38 hours to build vs. 42 hours for CNC programming and machining to build the same core out of solid tool steel with conventional spiral baffles.
For more information on Conformal Cooling, Mold Design and Additive Manufacturing of the Mold, please contact CDG 3D TECH.
Mingda AD-F4 Large-format Signage & Channel Letter 3D Printer The large-format Mingda AD-F4 Pro Signage 3D Printer is now available in the UK. With 4
3D Systems dental division NextDent have appointed CDG 3D TECH to sell and support the new ND300 multi-jet 3D Printer in the UK & Ireland.

3DCeram are looking at the UK market for the next growth phase in their business. As the UK have many specialist Space, Aerospace, Electronics and

INTAMSYS Launches the FUNMAT PRO 310 APOLLO Redefining Continuous Production with High-Speed, High-Strength PEEK & PAEK 3D Printing Over the past decade, FFF 3D printing
BATCH 3D PRINTING In order to print in batches you need a fully reliable printer which can handle printing multiple parts at once. You also